- Aloe Vera Powder Plant
- Coconut Milk Powder Plant
- Egg Powder Plant
- Fish Protein Hydrolysate Powder Plant
- Fruit Powder Plant
- Ice-Cream Mix Powder Plant
- Lactose Powder Plant
- Malt Powder Plant
- Microcrystalline Cellulose Powder Plant
- Non-Dairy Creamer Powder Plant
- Pectin Powder Plant
- Soy Milk Powder Plant
- Sugarcane Juice Powder Plant
- Tamarind Extract Powder Plant
- Zinc Sulphate Powder Plant
- Zero Liquid Discharge System
Thermal Evaporators
Evaporator is the name which itself describes the process equipment used to remove liquid by
vaporization. In the evaporation process, concentration of a product is achieved by boiling
out a water (solvent). The feed material may be a single liquid, liquid mixture, solutions
or slurries, or any combination of these. Heat applied through some form through a heat
transfer surface is used to produce the vaporization. The concentrated product, as
discharged, is still in fluid, pump-able form.
It is a unit operation that is used extensively in processing foods, chemicals,
pharmaceuticals, fruit juices, dairy products, paper and pulp, malt and grain beverages,
effluents, biotechnological nutraceuticals, polymers and resins, inorganic salts, acids,
bases, etc.
There are many types and variations of evaporators, and the best for a particular
application depends on the product characteristics and desired results.
Evaporators can be classified in several ways:
- a) by tube position: horizontal or vertical
- b) by tube length: short or long
- c) by the direction of movement of film: rising or falling
- d) by the number of evaporators or effects. Like Multi-Effect Evaporator (MEE)
Evaporators can either work on a batch or a continuous basis. They can be designed
to facilitate heat recovery (in single-stage plants by preheating installations or
multistage plants by using the vapour from one stage to heat the following stage). For this
purpose, the vapour is either compressed with new fresh steam or compressed mechanically.
Compressed vapour (with higher enthalpy and higher temperature) is fed to the evaporator,
where residual heat is used to preheat solution.
Batch-wise operating plants are used in cases where only a small amount of water is
to be removed or other ingredients are to be added during the concentration, as they
might have a defined dry matter level in the finished product.
Large plants are generally installed with continuous evaporators.
Evaporator installations can be either single-stage or multistage. A single-stage evaporator
is a closed unit with a defined pressure and corresponding temperature. In multistage plants
(up to seven stages), product from the first stage is transferred into the second stage and
is heated with vapour from the first stage to the boiling point.
Typical desired results from an Efficient Evaporator
- Product concentration for further use in process or formulations
- Dryer feed pre-concentration, for lowering operation cost for Drying.
- Volume reduction for feeding to further drying in case of disposal for land filling.
- Water / solvent recovery.
- Crystallization
RAYGM supplies variety of evaporator like
- Falling film Evaporators (FFE)
- Rising Film Evaporator (RFE)
- Forced Circulation Evaporator (FCE)
- Agitated Thin Film Evaporator (ATFE)
- Multieffect Evaporators (MEE)
How to Select an Efficient Evaporator for your application:
While selecting an Evaporator following things are to be considered.
1 Steady state conditions
From the mass and energy balance equations, liquid–vapor equilibrium equation and specific relations for the product (slurry) to be evaporated, a steady state model for the evaporator system should be developed, considering one up to seven effects. From this information, it is possible to verify the decrease in vapor flowrate necessary for the operational process and an increase in the total system area, when augmenting the number of effects.
2 Retention of Key Ingredient
Key Ingredient retention in the final product should be estimated for each one of the alternative systems from the data obtained under steady state operation. When augmenting the number of effects in the evaporation system the retention of key ingredient may or may not be a function of the residence time in the evaporation system. While the number of effects increase in the evaporation system, the total residence time increases as well as the temperature at which the product is exposed, and, therefore, there is also a chance for key ingredient variation or degradation, should be avoided.
3 Economic Evaluation
The economic evaluation consists of determining the optimum number of effects and operating conditions of the system. The economic evaluation of the system should be done in two different ways. Firstly, an economic evaluation with the concept of minimizing the total (capital + operation) costs, and secondly, an economic evaluation to maximize the NPV (Net Present Value) considering the impact of the process design and operating conditions on product quality, fouling of Calandrias, CIP time requirement, CIP Chemicals disposal cost, increase in effluent load on ETP etc.
4 Optimum Operating Conditions
In the search for the optimum operating conditions of evaporation system, the system should be economically evaluated under a variable steam inlet pressure where the inclusion of key ingredient concentration as a quality parameter should be considered.
5 Optimum number of effects
The economic evaluation should be carried out by simple calculations. This is where the steady state conditions for systems with 1–7 effects are generally found, and then total cost minimization and NPV maximization methodologies were used. The search should be focused to find the number of effects that minimize the total cost and, in addition, to find the number of effects that maximize the NPV.
| Evaporator Selection Based on Product characteristics and or Capacity | |||||||
|---|---|---|---|---|---|---|---|
| Type of Evaporator | Clean | Foaming | Viscous | Fouling | High Capacity | Temp. Sensitive | Solids or Crystals |
| Rising Film | X | X | X | ||||
| Rising Film | X | X | X | X | X | ||
| Forced Circulation | X | X | X | X | X | X | |
| Agitated Thin Film | X | X | X | X | X | X | X |
A properly designed evaporator shall be, at a minimum:
- Shall be designed to effectively transfer heat at a high heat flux with minimum surface area to be cost-effective for installation (Capital Cost), Operations and maintenance.
- Shall Effectively separate the vapor from the liquid concentrate and generate maximum quantity of flash vapours to use in next effects, lowering operation cost.
- Meet the conditions required by the product being processed, for e.g. reduction of effluent, concentration of product for feeding to dryer for minimizing drying cost.
- Shall Produce a product that meets the required quality of the product in terms of retention of Key Ingredients, Aroma etc.
- Shall Be energy efficient, where possible making effective use of steam with multiple-effect evaporation or vapor recompression.
- Minimize fouling of heat transfer surfaces
- Be constructed of materials that are adequate to minimize corrosion and give long life of the equipment.
The Various types of Evaporators We supply.
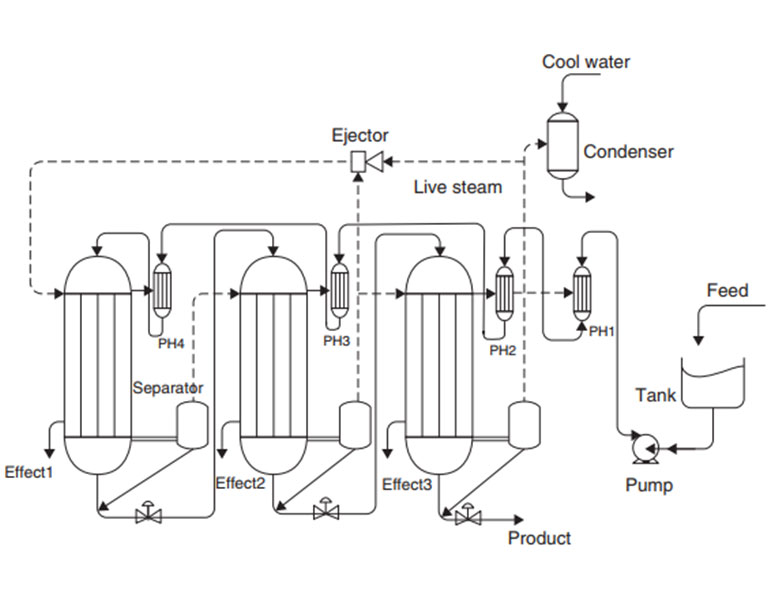
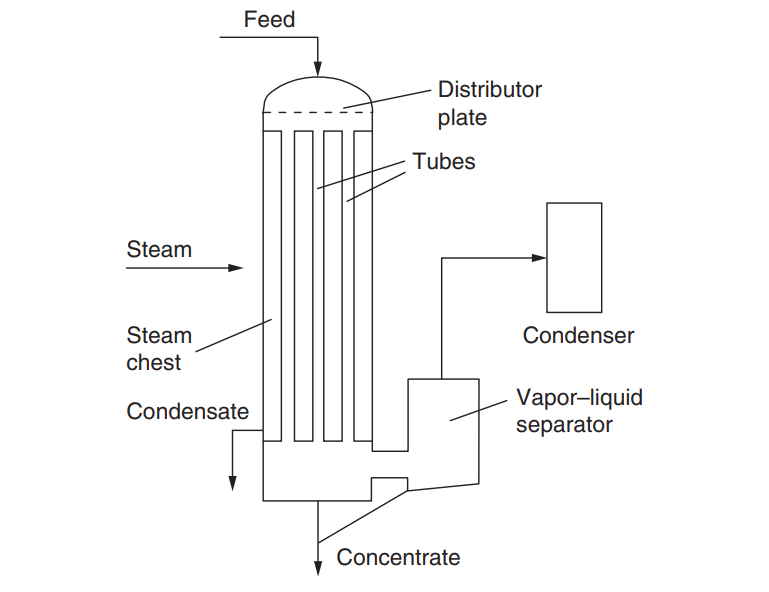
Falling-film evaporator
This is the most commonly
used evaporator in the industry. The product residence time in
falling-film evaporators is always the same. Product is pumped into the top of the
evaporation stages and passed through tubes in a thin layer (on the walls). The advantages
of using falling-film evaporators is short residence or passage
time of the product on the heated tubes, good heat conduction due to a thin product
layer and no difference in thermal load. Depending on the design, the tubes are 4–10 m long
and have diameters ranging from 25 to 80 mm. These plants can be operated with direct steam
injection without vapour compression, with thermal vapour compression (steam injection) or
with mechanical vapour compression.
A schematic representation of a three-effect falling-film evaporator is given below.
Advantages of falling-film Evaporators:
- The chemical properties of heat sensitive materials won’t be affected because of the short residence time of the feed slurry in equipment.
- Relatively low CAPEX + OPEX
- Large heating surface in one body can be provided.
- Low product hold-up in the entire body as product is mainly hold up in the bottom dome.
- Small foot prints save on land cost.
- Good heat-transfer coefficients at optimal temperature differences
This is the most commonly used evaporator in the industry. The product residence time in Some applications for falling-film evaporators include concentration of Herbal Extracts, Corn derivatives, dairy products (such as milk, whey, milk protein, skim milk, cream and hydrolysed milk), sugar solutions, urea, phosphoric acid and black liquor.



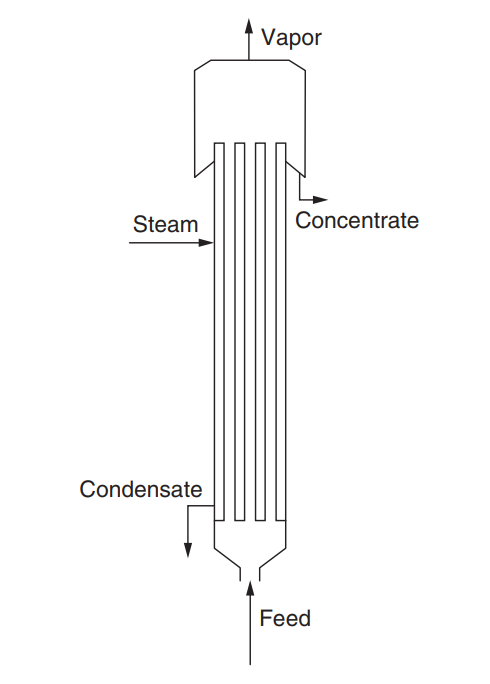
Rising film evaporator
Rising Film evaporators are
combination of Rising + Falling film. They are usually two pass systems. Slurry enters at
the bottom of the calandria of the rising-film portion. Boiling (under vacuum and low
temperature) starts as the liquid rises through the tubes. A mixture of liquid and vapor
enters top dome of the Calandria and redistributed over the top of the tubes through a
specially designed liquid distributors for the falling-film pass. The vapours from the
rising-film pass creates thermodynamic conditions in the top dome and helps in distribution
of liquid on the tubes, which ultimately increase the velocity of the liquid, which results
in increases in heat transfer. The mixture of vapor and liquid from the bottom dome is
pumped into external vapour separator for separation of vapours and feeding them to next
calandria body or to the inlet of TVR as per system design.
Long tubes are used for the bundle design but larger temperature differences are necessary
for proper operation. The long tubes allow high concentration ratios in a once-through mode
with an application for viscous and foaming liquids.
The rising film evaporator’s advantages are:
- System turn down ratio is good without loss of efficiency or effectiveness.
- Suitable for foamy liquids & liquids with suspended solids.
- Relatively low residence times
- Relatively high heat transfer rates high evaporation ratio.
- Relatively low CAPEX + OPEX
- Low hold-up in the evaporator body.
- Small foot prints so less land required.
- Good heat transfer over a wide range of services.
- Suitable for evaporation of a wide range of liquid concentrations.
- Less fouling due to high tube velocities and turbulence in the tube body.

Forced Circulation Evaporator
The feed liquid is fed into the circulating stream which is moved by a pump through a Calandria and a vapour separator vessel. The heat applied through the tube walls superheats the liquid which flashes into the vapour separator and vapours are separated from the concentrated liquid. The high velocity of the liquid effects good heat transfer values but requires a large circulation pump. Further, the high velocity reduces the tendency for fouling and scaling.
The Forced Circulation evaporator’s advantages are
- High rate of heat transfer;
- Positive circulation;
- Relative freedom from salting, scaling, and fouling;
- Ease of cleaning;
- Wide range of application.
- Best suited when treating crystalline products, corrosive products, or viscous fluids.
- Suited for vacuum service, and for applications requiring a high degree of concentration and close control of bottoms product concentration.
The Forced Circulation evaporator’s advantages are
Some of the Applications in which forced circulation is used includes urea, sodium sulfate, sodium chloride, magnesium chloride, caustic potash, citric acid, and ammonium sulfate.

Agitated Thin Film Evaporators
Scraped surface, swept surface, agitated thin film or wiped film evaporators are very similar to scraped surface heat exchangers (SSHEs) and are designed for the evaporation of highly viscous and sticky products that cannot be otherwise evaporated easily. A rotating blade wipes the surface to promote heat transfer, to prevent deposition or charring and to allow less concentrated liquid to move to the surface. The gap between the blades and the evaporating surface can vary from zero to a few millimetres. They are used for liquids that are very viscous, heat sensitive or foul easily. The residence time in this type of evaporator can be kept very short, making it useful for heat-sensitive materials. Typically, these evaporators have only a single tube and rotor, so they have a low surface area and are a relatively expensive method of evaporation. Normally just a single scraped surface effect is used usually after concentration by another type of evaporator, Continuous falling film and rising film, as well as batch, agitated thin film evaporators, have been designed.
Advantages of an Agitated thin-film evaporator (ATFE) are:
- Short residence time in the heated zone, from seconds to minutes
- High heat-transfer coefficients due to the turbulence imparted by the rotor
- High feed-to-product ratios can be handled without recirculation.
- Ability to handle high solids concentrations, crystallized liquids and viscous materials.
- Less product decomposition due to shorter residence time and accurately controlled temperatures, resulting in higher yields.
- High recovery because of the wiping of residues by the specially designed rotor.
Multiple Effect Evaporators
Evaporators are classified by the number of effects. In a single-effect evaporator, steam
provides energy for vaporization and the vapor product is condensed and removed from the
system. In a double-effect evaporator, the vapor product off the first effect is used to
provide energy for a second vaporization unit. Triple- effect evaporator problems are
familiar to generations of engineering students. This cascading of effects can continue for
many stages. Multiple-effect evaporators can remove much larger amounts of solvent than is
possible in a single effect.
In a multiple effect arrangement, the latent heat of the vapor product off of an effect is
used to heat the following effect. Effects are thus numbered beginning with the one heated
by steam. It will have the highest pressure. Vapor from Effect I will be used to heat Effect
II, which consequently will operate at lower pressure. This continues through the train:
pressure drops through the sequence so that the hot vapor will travel from one effect to the
next.
Normally, all effects in an evaporator will be physically the same in terms of size,
construction, and heat transfer area. Unless thermal losses are significant, they will all
have the same capacity as well.
For adding more economy to system, a TVR or MVR is added to system to compress the
low-pressure steam generated during liquor evaporation and is fed to designated effect as
per steady flow patterns.
Evaporator trains may receive their feed in several different ways. The feed order is NOT
related to the numbering of effects. Effects are always numbered according to decreasing
pressure (steam flow).
Forward Feed arrangements follow the pattern I, II, III. These require a single feed pump
(reduced fixed costs). They typically have reduced economy (higher operating costs) since
the cold feed must be raised to the highest operating temperature. These also tend to have
the most concentrated liquor, which tends to be the most viscous, in the lowest temperature
effects, so there may be difficulties getting a good overall heat transfer coefficient.
Backward Feed arrangements go III, II, I. These need multiple pumps to work against the
pressure drop of the system; however, since the feed is gradually heated they usually have
better economies. This arrangement also reduces the viscosity differences through the system
and so is better for viscous solutions.
Mixed Feed arrangements offer a compromise, with the feed entering in the middle of the
system (i.e. II, III, I). The final evaporation is done at the highest temperature so
economies are still better than forward feed, but fewer pumps are required than in a
backward feed arrangement.
Parallel Feed systems split the feed stream and feed a portion to each effect. This is most
common in crystallizing evaporators where the product is likely to be a slurry.
Application of Multi-effect Evaporators.
- Egg products
- Yeast
- Coffee
- Cocoa paste
- Malt extract
- Proteins
- Soy milk
- Tea
- Fruit juices
- Chocolate
- Gelatine
- Fructose
- Glucose
- Honey
- Sorbitol
- Gelatine
- Fruit & vegetable aroma
- Active pharmaceutical ingredients
- Plant & organ extracts
- Vitamins
- Antibiotics
- Hormones
- Enzymes
- Municipal sewage sludge
- Lube oil / waste oil recovery
- Industrial waste water
- Industrial effluent water
- Solvent recovery
- Oil emulsions
- Paint sludge water
- Tar sludge water
- Salt solutions & slurries


